
Ngày nay, nhu cầu sử dụng các loại dũa trong gia công nguội ngày càng tăng cao vì chất lượng và độ thẩm mỹ của sản phẩm là những yếu tố khách hàng rất chú trọng. Do đó, việc biết phân loại dũa cũng như nắm rõ kỹ thuật dũa là yêu cầu bắt buộc của những thợ cơ khí.
Nếu bạn là người mới bắt đầu học cơ khí tự động hóa hoặc là những người thợ cần ôn lại kiến thức về loại dụng cụ này thì hãy đến với bài viết dưới đây của Thiết Bị Khang An. Chúng tôi sẽ mang đến những thông tin tổng quan về dũa trong lĩnh vực gia công nguội.
Dũa kim loại là gì?
Dũa (giũa) kim loại là một trong những kỹ thuật gia công cơ bản của nghề Nguội. Với phương pháp này, người thợ sẽ sử dụng những chiếc dũa để hớt đi một lượng dư mỏng trên phôi, giúp sản phẩm có độ hoàn thiện đến từng chi tiết về hình dáng kích thước, độ bóng và độ chính xác bề mặt theo yêu cầu của khách hàng.
Đục và dũa trong gia công nguội là hai kỹ thuật mà bất cứ người thợ nào cũng phải được đào tạo qua. Trong khi đục là phương pháp gia công thô còn giũa là phương pháp gia công nguội bán tinh hoặc tinh. Độ chính xác và kích thước có thể đạt tới 0,05mm khi giũa bán tinh và 0,01mm khi giũa tinh.
Tuy nhiên, dũa chỉ có thể gia công những kim loại mềm chưa qua nhiệt luyện. Nếu bề mặt vật liệu đã chai cứng hoặc đã qua tôi thì không thể gia công được bằng phương pháp giũa.
Mời bạn tham khảo những bài viết liên quan: Cách khoan tường không bụi, Cách chọn mua máy cắt cỏ cầm tay, Cách đo điện trở cách điện.
Cấu tạo của dũa trong gia công Nguội
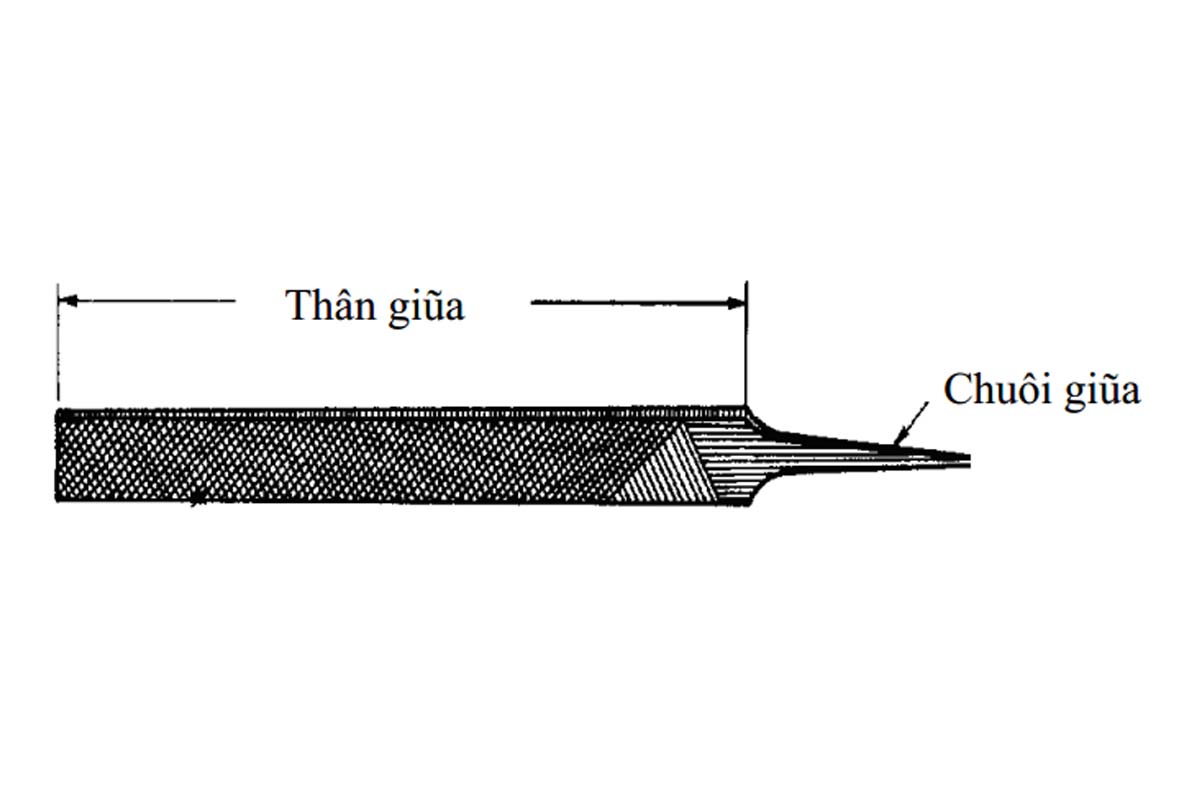
Có nhiều loại giũa hiện nay trên thị trường nhung hầu hết đều có cấu tạo gồm hai phần là chuôi dũa và thân dũa. Đặc điểm chi tiết của hai phần này như sau:
- Chuôi dũa: Thường chiếm 1/4 – 1/5 chiều dài toàn bộ của dũa. Chuôi dũa có hình dáng nhỏ thon dần về một phía, cuối phần chuôi dũa được làm nhọn để cắm vào cán gỗ. Tiết diện phần chuôi dũa là hình nhiều cạnh để dũa không bị xoay tròn trong lỗ của cán gỗ.
- Thân dũa: có chiều dài gấp 3 – 4 lần chuôi. Phần thân của nó thường có tiết diện dẹt, vuông, tròn, tam giác, …với các kích thước khác nhau tùy theo chi tiết của vật liệu cần gia công.
Thông thường trên thân dũa thường được thiết kế những đưởng răng theo một quy luật nhất định và mỗi răng là một lưỡi cắt. Dũa được chế tạo bằng thép cacbon dụng cụ. Sau khi đã tạo nên được các đường răng, người ta đem nhiệt luyện phần thân để tạo một độ cứng nhất định cho răng.
Phân loại dũa cơ khí
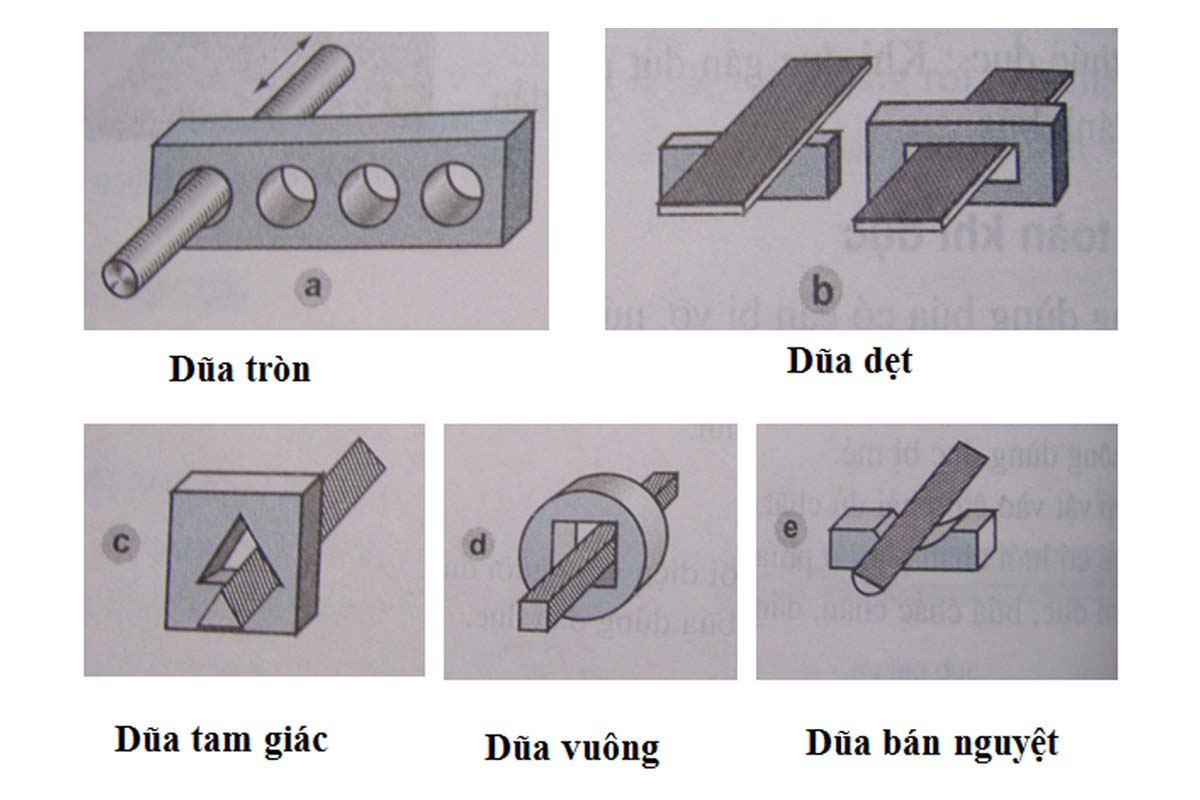
Việc mài dũa sản phẩm được thực hiện bằng nhiều loại dũa tùy theo yêu cầu của khách hàng vè chất lượng sản phẩm. Các loại dũa trong gia công nguội thường được chia theo tính chất công nghệ, tức là căn cứ theo hình dáng tiết diện của thân dũa.
- Dũa dẹt: Tiết diện của nó có hình chữ nhật, dùng để gia công các mặt phẳng ngoài hoặc những mặt phẳng trong lỗ có góc 90 độ.
- Dũa vuông: Tiết diện vuông, dùng để gia công các lỗ hình vuông hoặc các chi tiết có rãnh vuông.
- Dũa tam giác: Tiết diện tam giác đều, dùng để gia công các lỗ tam giác đều, các rãnh có góc 60 độ.
- Dũa bán nguyệt (dũa lòng mo): Tiết diện là một phần hình tròn và một mặt phẳng cong, chuyên dùng để gia công các mặt cong có bán kính cong lớn.
- Dũa tròn: Tiết diện tròn, toàn bộ thân dũa là hình nón cụt góc cong nhỏ, dùng để gia công các lỗ tròn, các rãnh có đáy là ½ hình tròn.
- Dũa hình thoi: Tiết diện hình thoi, dùng để dũa các rãnh răng, các góc hẹp góc nhọn
Môi loại dũa sẽ có chức năng hoàn toàn khác nhau, vì thế các bạn cần căn cứ vào đặc điểm và kích thước của chi tiết cần gia công để chọn chiều dài và độ lớn cho dũa.
Kỹ thuật dũa kim loại trong gia công cơ khí
Các loại dũa trong gia công Nguội thì sẽ có các phương pháp khác nhau. Người thực hiện cần chọn đúng kỹ thuật để mang lại năng suất cũng như chất lượng cho bề mặt được gia công.
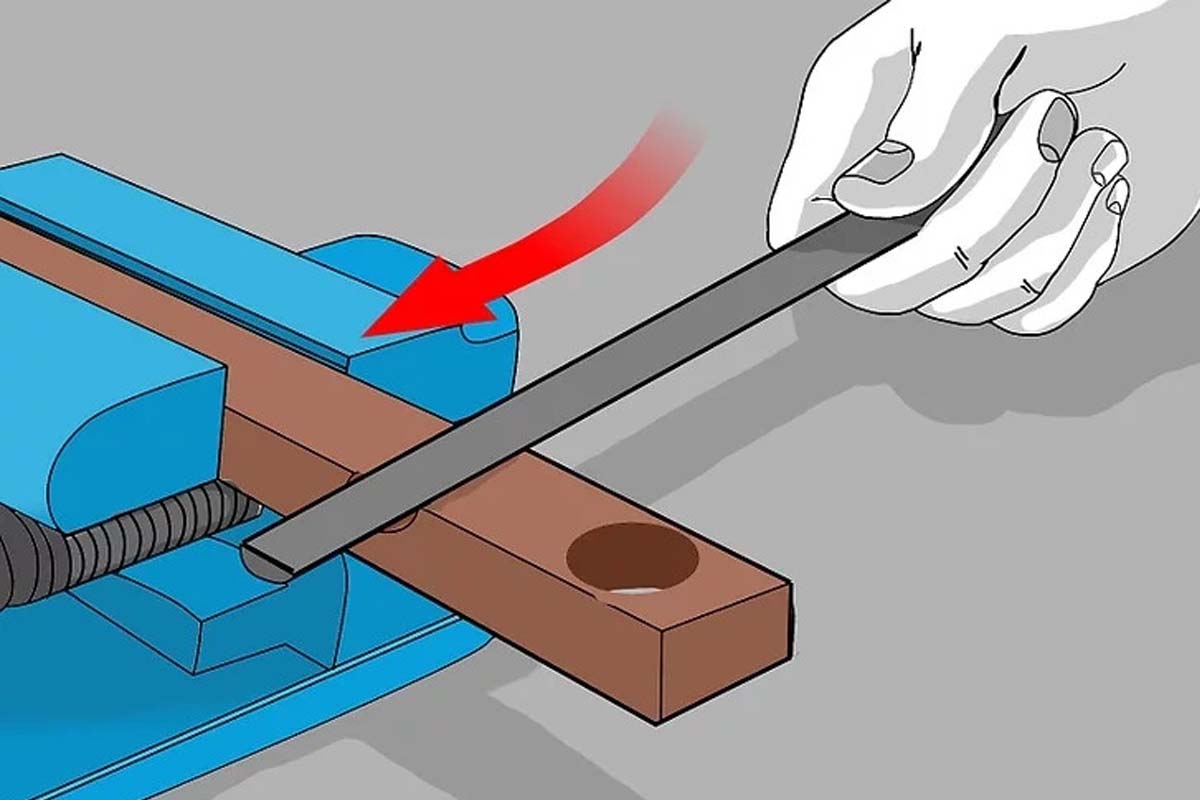
Dũa ngang
Với những hướng cắt được thực hiện theo chiều hẹp hơn bề mặt gia công thì thường sử dụng thao tác dũa ngang. Vì số răng tham gia cắt ít hơn dũa dọc nên lực cắt cho mỗi răng sẽ lớn hơn đồng thời tăng đọ sâu cho chi tiết cắt.
Tuy nhiên, phương pháp này có nhược điểm là giảm chất lượng bề mặt gia công do cắt sâu và chiều dài tựa ngắn. Do đó nó chỉ thường được dùng để gia công phá thô.
Dũa dọc
Hướng cắt của phương pháp dũa dọc thường được thực hiện theo chiều rộng hơn của bề mặt gia công. Số răng tham gia cắt nhiều hơn dũa ngang nên lực cắt của mỗi răng dũa sẽ nhỏ hơn và đồng thời giảm đi chiều sâu.

Năng suất của kỹ thuật dũa trong gia công nguội này thường không cao, tuy nhiên do cắt mỏng và chiều dài tựa lớn hơn dũa ngang nên chất lượng của về mặt gia công cũng vượt trội hơn hơn. Phương pháp này thường được sử dụng trong gia công tinh.
Dũa đan chéo
Với thao tác dũa này, người thợ sẽ thực hiện theo hai hướng vuông góc với nhau. Tuy nhiên thường sẽ không thực hiện theo chiều ngang hay chiều dọc.
Chất lượng cũng như năng suất của phương pháp này được đánh giá ở mức trung bình và thường được dùng bởi những người thợ có tay nghề chưa cao. Dũa đan chéo được thực hiện theo hướng cắt trên đỉnh nhấp nhô của hướng Dũa trước đó gây ra.
Kỹ thuật đánh bóng bằng dũa

Sau khi thực hiện những kỹ thuật trên với các loại dũa trong gia công nguội thì các vết cắt rất sâu. Do đó người thợ thường sẽ tiếp tục dùng dũa để đánh bóng và xóa các vết cắt này.
Tư thế và thao tác thực hiện đánh bóng bằng dũa cũng tương tự như kỹ thuật dũa thông thường, tuy nhiên người thợ sẽ không nhấc dũa lên khi lùi về và cũng không đè dũa khi cắt. Thay vào đó, bạn sẽ chuyển động dũa theo cách xoa nhẹ trên bề mặt gia công.
Trên đây là những kiến thức tổng quan nhất về các loại dũa trong gia công nguội mà những người thợ mới bắt đầu cần nắm rõ. Tuy nhiên, các bạn cũng cần cập nhật thêm về kỹ thuật tra cán dũa cũng như tư chế dũa chuẩn xác mà chúng tôi chưa đề cập đến trong bài viết.
Mời bạn tham khảo những sản phẩm nổi bật tại Thiết Bị Khang An:
Nếu quý khách cần được tư vấn về các sản phẩm trên hoặc những thiết bị khác, hãy liên hệ đến chúng tôi theo những cách thức dưới đây. Nhân viên tại cửa hàng phản hồi trong thời gian sớm nhất và giải đáp tất cả thắc mắc.
THÔNG TIN LIÊN HỆ
- Địa chỉ: số 4 Đường 17, KP5, Phường Linh Tây, Thủ Đức, Hồ Chí Minh
- Chi nhánh Đồng Nai: Ngã Ba Ông Phúc, Bảo Vinh A, Long Khánh, Đồng Nai
- Điện thoại: (028) 3720 5379
- Di động: 0937 143 178 - 0946 978 448 - 0906 703 583
- Email: info@thietbikhangan.vn
- Website: https://thietbikhangan.vn
Tác giả: Quốc Khánh
- Có nên mua máy cưa gỗ cũ hay không? (26.04.2021)
- Tìm hiểu về máy cắt đá cầm tay và công dụng của chúng (19.04.2021)
- Top máy cưa đa năng đáng được sử dụng nhất hiện nay (16.04.2021)
- Làm sao để lựa chọn máy cưa bàn đa năng tốt? (05.04.2021)
- Ưu điểm vượt trội của máy cưa bàn Mini Makita (29.03.2021)
- Vì sao nên lựa chọn máy khoan pin thay vì máy khoan điện? (22.03.2021)
- Máy cắt sắt loại nào tốt nhất trên thị trường hiện nay (15.03.2021)
- Hướng dẫn cách mua máy khoan pin đúng chuẩn (08.03.2021)
- [Giải đáp] Máy cắt sắt có cắt được gỗ không? (01.03.2021)
- Kinh nghiệm chọn máy cắt sắt phù hợp một cách đơn giản (23.02.2021)
- Hướng dẫn cách sử dụng máy cắt sắt cầm tay an toàn và hiệu quả (18.02.2021)
- Top thương hiệu máy rửa xe hiện có trên thị trường (01.02.2021)
- Hướng dẫn cách vệ sinh, bảo dưỡng máy rửa xe đơn giản tại nhà (25.01.2021)
- Tư vấn máy xịt rửa xe gia đình loại nào tốt (18.01.2021)
- Ngủ trưa đúng cách ở văn phòng có tác dụng như thế nào? (11.01.2021)
- Hướng dẫn sử dụng máy rửa xe mini gia đình đúng cách (04.01.2021)
- Hướng dẫn cách hàn khung sắt, cửa sắt tại nhà không bị cong vênh (31.12.2020)
- Hướng dẫn cách vệ sinh và mài lưỡi cưa cầm tay đơn giản, nhanh chóng (29.12.2020)
- [Giải đáp] Khí hàn Argon là gì? Hàn khí Argon có độc không? (28.12.2020)
- Khí bảo vệ trong hàn Mig là khí gì? (21.12.2020)
- Lý do nên gia nhiệt trước khi hàn và nhiệt luyện sau khi hàn (16.12.2020)
- Hướng dẫn cách lựa chọn máy hàn inox tốt nhất (07.12.2020)
- Những cách giúp tiết kiệm chi phí hàn hiệu quả (30.11.2020)
- Hướng dẫn cách hàn gang đúng kỹ thuật (23.11.2020)
- Top 10 loại xe nâng hàng tốt nhất dùng cho nhà xưởng (16.11.2020)
- Hướng dẫn kỹ thuật hàn sắt mỏng cơ bản cho người mới bắt đầu (16.11.2020)
- Các phương pháp hàn inox tại nhà đơn giản nhất (09.11.2020)
- Phương pháp hàn ống thép không gỉ cho mối hàn đẹp (03.11.2020)
- Chia sẻ kinh nghiệm chọn mua máy hàn cũ (28.10.2020)
- Lái xe nâng hàng có cần bằng không (26.10.2020)
- Hướng dẫn kỹ thuật hàn đứng hồ quang điện (19.10.2020)
- Ngủ trưa nhiều có tốt không? Ngủ trưa bao nhiêu là đủ? (13.10.2020)
- Hướng dẫn cách kê cao đầu giường hiệu quả (05.10.2020)
- Hướng dẫn cách bảo dưỡng máy hàn Mig đơn giản nhất (28.09.2020)
- Đặc điểm của phương pháp hàn hồ quang tay (21.09.2020)
- Các phương pháp hàn trong cơ khí (15.09.2020)
- Cấu tạo và cách phân loại que hàn (07.09.2020)
- Các lỗi thường gặp khi sử dụng máy hàn Mig (31.08.2020)
- Các khuyết tật thường gặp khi hàn và các biện pháp khắc phục (25.08.2020)
- Các biện pháp khắc phục hiện tượng mối hàn bị rỗ khí (17.08.2020)
- Nguyên nhân mối hàn bị nứt và cách khắc phục vết nứt mối hàn (10.08.2020)
- Dây hàn lõi thuốc là gì? Có những loại dây hàn lõi thuốc nào? (03.08.2020)
- Cách lựa chọn khí bảo vệ trong quá trình hàn Mig (28.07.2020)
- Hướng dẫn kỹ thuật hàn Tig chuẩn, an toàn cho người mới bắt đầu (20.07.2020)
- Nên mua máy hàn Tig loại nào tốt nhất hiện nay (13.07.2020)
- Máy hàn Tig là gì? Nguyên lý hoạt động của máy hàn Tig (08.07.2020)
- So sánh điểm giống và khác nhau giữa hàn Mig và hàn Mag (06.07.2020)
- Cách lắp đặt, vận hành máy hàn Mig tại nhà đơn giản, nhanh chóng (29.06.2020)
- Cách phân biệt máy hàn Mig và máy hàn Tig (22.06.2020)
- Hướng dẫn sử dụng máy cắt plasma an toàn, hiệu quả (17.06.2020)

